





Testimonials
Fastener factory with more than 120 machines interfaces directly to SAP!
ABC had used a data collection system that was collecting information such as machine up time, machine down time and the number of parts produced, and reporting data back to its' ERP-system. After implementing SAP, it became clear that all data collection and reporting procedures needed updating to be more complete. „Our main target was to get an accurate summary of all production efficiency data from the active jobs that were running”, recalls HubertWollschläger, the technical director of ABC Umformtechnik. This had to include a correct scanning of the material used and accurate recording of losses such as set-up and production scrap. ABC's control specifications required that the time the operators spent attending to a machine and the machine up time be included in calculations detailing true personnel cost for each running job
Same terminal for data collection and machine monitoring
Another central requisition demanded that machine data collection and process monitoring be performed by the same terminal so operators had to learn one new system rather than two.
All targets are fully met
"We summarized all of our requirements in a detailed specification list and forwarded this to several potential suppliers", remembers Hubert Wollschläger relative to the procedure to select the right vendor. "It became clear that Schwer + Kopka proved to be a knowledgeable specialist for our industry and were able to meet most of our requirements with their standard solutions. The basic version of the SK-go! data collection system gave us an array of practical and useful tools for process and statistical analysis. In addition, Schwer + Kopka provided us with a clear path for integration into the SAP data world. We met in several workshops and specified the final concept together with them".
Universal hard and software concept made decision easy
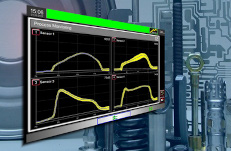
ABC's decision in selecting Schwer + Kopka was facilitated by the innovative design of the process monitoring systems and data terminals recommended for the project. Today, all machines are equipped with the process monitoring models SK400 and SK 800. Each system uses piezo-electric sensors to measure the forming forces involved to forge or to roll the parts, and monitor those signals with dynamic envelope control limits. Typical process errors such as tool breakage will be detected by the SK system causing the machine to immediately stop. This will prevent batch contamination and protect the machine and tooling against overload damage. All systems offer an easy-to-use touch screen user interface.
The SK process monitoring units are fitted with integrated RFID readers. The operators use their existing RFID personnel chip to “log in” at the machine terminals when they start their shift. The terminals at the machines have an additional bar code reader which is used to scan each material batch. The SK-go!-system verifies, on-line, if the scanned batch number is properly allocated to the current job. All machine up and down times and the number of parts made are automatically reported by the SK process monitoring system in real time. All the operator has to do is to start the job from a list shown on his terminal's screen, and assign a stop code whenever the machine is down. ABC particularly liked the idea that down codes must be entered after a predetermined amount of down time. This ensures that collected reasons are valid and represent viable statistics.
Electronic scales record losses
The true volume of produced good parts is taken from electronic scales after every work step. The scales are integrated into the data collection systems by special data interfaces programmed by Schwer + Kopka. The actual amount of scrap is also automatically calculated by taking the difference between the number of “parts-made” signals generated by the monitoring systems minus the number of parts actually sorted as scrap and weighed by the scales.
Data terminals link all machines to SAP
All other machines in secondary machining, trimming, pointing, wire drawing, assembling, sorting, heat treating and coating are also integrated into the data networking system. All machines not suitable for a process monitoring system were equipped with standard data terminals, the models SK 200 T and SK 600 T. The terminals have “parts-made” pulse inputs which are used to report the current state of the machine and a count of the number of produced parts. Currently, more than 120 production machines are linked wireless (W-LAN) to ABC's factory network to report their data in real time toSAP.
Entire system completed in just 10 months
How does ABC now judge the transition into the new data collection system, and how are the results? As stated by Hubert Wollschläger: "From the onset, the transition from the old to the new system went extremely smoothly considering the fact that a huge number of machines had to be equipped with new terminals and monitoring systems. My initial expectations with respect to desired hardware and software solutions were fully met by SK's uniform and modern terminal design. This proved to facilitate the learning curve for our operators across the board. In addition, we had set a very ambitious time frame for completing the entire project. Less than 10 months elapsed between our first contact with Schwer + Kopka and the complete installation of all hardware and software components. Today, we benefit from the mutual preparation work done and we get the transparency of information we need. We now have a truly on-line comparison between planned targets and actual performance which gives us an excellent view on our true costs".
Use of system will be expanded
It's well known that an appetite for improvement grows as you hunger for more success, and this is also true for ABC Umformtechnik. "We are planning to expand the use of the SK-go! system", adds Hubert Wollschläger. "The next step includes integration of all tooling data in order to get a detailed survey of our actual tool consumption including exact tool lives, and we intend to plan and report all maintenance work via the system".