



100 % process documentation with PTO 4.0
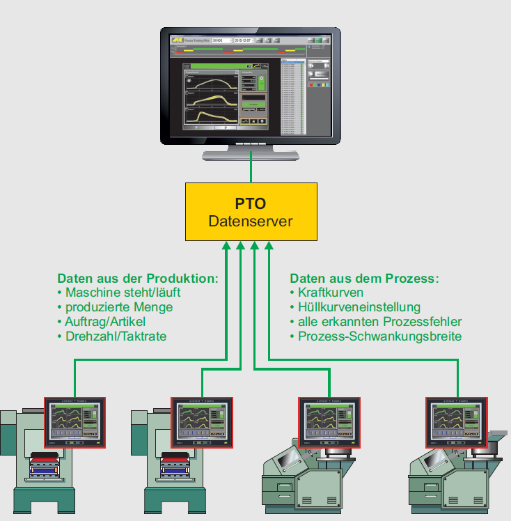
For the first time, PTO 4.0 (ProcessTrackerOffice) now allows a comprehensive, complete and automatic documentation of all relevant process data in the network. Even for fast production processes with high clock rates, it can be completely demonstrated that production has proceeded with repeatable accuracy, process reliability and control. For this purpose, the process monitoring systems installed on the machines transfer all important data into the network:
- each measured force curve according to the selected recording interval
- all monitoring parameters such as envelope curve settings
- each new teach-in of the measurement curves
- any changes to the settings of the monitoring parameters
- all measurement curves of rejected parts
- all error curves at machine downtime
- peak force values for each hub
- each machine stop
- up and downtimes with AUTO / TEACH-IN / STOP operating modes
A replay function with time lapse allows the quick analysis of any batch. PTO 4.0 as a supplement to the classic sample tests such as SPC closes the gap in documentation. In the event of complaints, you can provide comprehensive evidence of how the parts were actually manufactured. Internally, the data is used for targeted problem analyses.
This makes PTO 4.0 an important instrument for meeting the requirements of the new IATF 16949 concerning complete documentation of the production processes.
Comprehensive analysis of each production lot
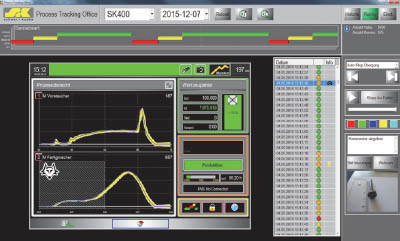
Via machine number and period respectively via article or job number you have direct access to the data of each stored production lot:
- with runtime behavior (Stop/Go diagram)
- in replay mode with time lapse the process runs again
- if desired, stopping the replay at every detected error and every part rejected
- optional archiving of the photo of an error part to the shutdown curve
- fast analysis of process behaviour
- comprehensive evidence of process reliability
Upon request, you can enter and save a comment for each stored event.
Process History

The Process history module provides an overview of all important parameters for the process flow, its stability and the set monitoring quality for the period under review:
- speed/cycle rate
- set monitoring accuracy for all sensors
- variation of all measured sensor signals (force curves)
PTO Protocol

The PTO Protocol module summarises all data for the period under review:
- Machine/order/article/manufactured quantity
- Distribution of process errors to the measuring channels/sensors
- Range of the set monitoring parameters
- Spread with and statistiacal deviation of all force readings for evaluating process reliability and stability